
ML-HIsmelt熔融还原技术现状及生产实践
2021-02-08
贾利军1 张冠琪2 王金霞张晓峰2
山东省冶金设计院股份有限公司
山东墨龙石油机械股份有限公司
1 引言
作为一个钢铁大国,中国的钢铁产量进30年以来稳居世界第一。目前中国和全世界的钢铁生产依然保持着传统的高炉-转炉生产流程。对于高炉而言,焦炭、烧结矿是必不可少的原燃料,而烧结、炼焦工艺产生的二噁英、硫化物、氮化物等污染物会极大地污染环境,不利于我国的生态文明建设,同时传统高炉炼铁流程因受到是焦煤资源、优质铁矿资源的日益减少的影响,不适合我国钢铁行业可持续发展战略需求。
非高炉炼铁因可以不用或者少用焦炭和烧结矿,大大降低因焦化、烧结带来二恶英、呋喃、焦油和酚的污染排放,同时不受焦煤资源的制约,近年来得到了行业极大关注,被认为是实现节能减排、可持续发展的最佳选择。
非高炉炼铁主要包括直接还原和熔融还原两种工艺,直接还原炼铁以竖炉直接还原工艺为主导,利用富含还原剂的气体作为还原剂和热载体,来对球团矿进行直接还原,生成产物为海绵铁。我国天然气资源短缺是限制我国直接还原炼铁技术发展的瓶颈。国内山西中晋冶金科技有限公司与中国石油大学合作开发了用于气基竖炉直接还原工艺的还原气制备技术,很大程度上解决了我国天然气不足的问题,此项目命名为 CSDRI。同样, MIDREX、HYL-III等国外技术同样也是气基直接还原炼铁技术【1】。
熔融还原炼铁工艺以非焦煤为能源,在高温熔态下进行铁氧化物还原,渣铁完全分离后得到铁水。其目的是以煤代焦和直接用粉矿炼铁,使炼铁流程简化,污染减少,已经受到许多国家的重视。几年来,国内在熔融还原工艺的引进、消化吸收、创新方面做了大量的工作,截止目前已有两座熔融还原炼铁工厂在运行,宝钢八一钢铁欧冶炉工艺和墨龙HIsmelt熔融还原工艺(以下简称ML-HIsmelt)本文着重就ML-HIsmelt炼铁工艺的技术流程特点、工艺创新以及运行现状进行了阐述,同时阐述了当前存在的问题及改进措施。
2 HIsmelt工艺流程简介
HIsmelt炼铁工艺是已实现工业化生产的熔融还原炼铁技术之一,属于当今冶金领域前沿技术,是典型非焦熔融还原炼铁工艺。其工艺流程如下:生产所需的铁矿粉、煤和熔剂等炉料在原料场堆存后,经原燃料输送系统输送到矿粉预热预还原系统、煤粉制备系统,在矿粉预热预还原内完成铁矿粉的预热预还原,被加热的铁矿粉经过热矿输送机进入热矿喷吹系统;原煤进入煤粉制备系统后,经过干燥破碎后进入煤粉喷吹系统,被加热的热矿粉和破碎后的煤粉分别经过各自的输送管道、水冷喷枪喷吹到熔融还原炉(简称SRV炉)内,其中煤粉喷入融池中后,煤开始裂解,碳元素溶于铁水中,矿石开始熔化并形成熔渣。铁水熔池中由于剧烈反应产生大量气体,在熔池中具有强烈的搅拌作用。由于熔池内的气体搅拌和顶部热风喷枪的射流,大量渣铁混合物被喷溅到熔池上部,形成过渡区,过渡区是发生还原反应及热传递的重要区域,对过渡区的控制是冶炼操作的核心部分。
生产的铁水经过前置炉排出,进入铁水罐,然后经铁水倒运装置依次经过铁水脱硫、铸铁机生产合格生铁。冶炼产生的熔渣经专用渣口排出,进入水渣粒化系统。
SRV炉生产的大量高温煤气经煤气室导出,依次进入汽化冷却烟道、高温旋风除尘器,进行降温及初除尘,降温后的半净煤气再进入余热锅炉,进一步回收煤气显热,降温后的煤气温度约200℃,进入煤气净化系统,完成最终净化,进入管网,供下游用户使用。汽化烟道和余热锅炉产生的饱和蒸汽,用于发电。
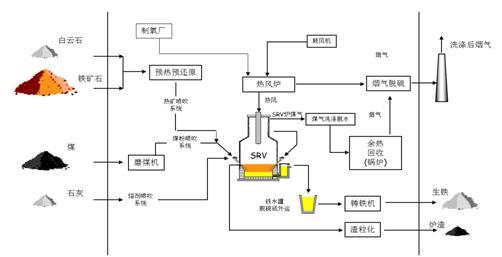
图1 HIsmelt工艺流程图
3 HImelt熔融还原工艺主要特点[2]
a) 工艺流程短、工厂建设相对简单、占地面积小。
b) 操作简变、灵活,具有快速响应特性。
c) 原料要求低、物料范围广,可使用低品质的矿粉和非焦煤。
d) 铁水质量稳定、可生产低硅、低磷铁水。
e) 环保优势明显,没有二次污染物排放,取消焦炉、烧结,基本遏制二恶英、呋喃、焦油和酚的污染排放。
4 ML-HIsmelt工艺改进[2]
ML-HIsmelt工艺是基于澳大利亚HIsmelt工艺商业化成功的基础上引进建设的,在引进过程中结合原澳大利亚的生产实践,对工艺路线、部分技术方案进行了优化改进,主要体现在以下几方面。
4.1矿粉预热系统的改进
原流化床工艺改为两段式回转窑工艺,经实践检验,改进后的工艺既实现了矿粉的加热、预还原的目的,且技术成熟、稳定。
同时,改进后的预热还原系统既可以采用煤粉也可以采用SRV煤气作为燃料,设计独立的煤粉供应系统,操作灵活,不受上下游工序的影响,作业率高,对提高HISmelt工艺整体的作业率有利。
4.2矿粉喷吹系统的优化
提高系统的喷吹能力及降低喷吹管道堵塞问题,提高了喷吹系统的整体设计压力;修改了喷吹罐、热矿仓的结构,采取增加促进物料流动措施,减少物料在仓罐内板结对物料流通影响。
同时,增加细粉、除尘灰喷吹系统,了避免厂区粉尘的二次排放,既降低了资源的浪费,又大大降低了粉尘的二次污染,改善工厂环境。
4.3 SRV炉高温煤气系统的改进
为了回收SRV炉高温煤气携带的大量显热(约占入炉总能量的33%),强化汽化冷却段的冷却能力,同时增设高温旋风除尘器、余热锅炉,将SRV煤气排出温度降低到200℃左右。
4.4公辅动力系统的改进
降低了公辅动力系统工序之间的联锁效益,燃气锅炉及动力系统间相互独立、不受上游工艺的影响,系统的稳定性和作业率得到了很大提高,为SRV系统整体作业率的提高提供了保障。
4.5操作模式的优化
通过控制炉内压力加压出铁,工艺灵活,可以实现连续、稳定地出铁,并使SRV炉熔池液面受控,保证熔池液面和水冷喷枪留有合适的安全距离。由连续出铁制度,改为柔性、连续两种出铁制度的操作模式,大大提高了对下游工序衔接的适应性和灵活性。
5 ML-HIsmelt工艺生产实践
HIsmelt技术经过30多年的研发和实验室验证,并实现工业化生产,截至目前,已经历两次工业化生产。
第一次:在澳大利亚奎那那工厂,2005年~2008年;约生产生铁块388273吨,受世界金融危机影响,HIsmelt奎那那示范厂2008年停产,且不再复产。
第二次:国内墨龙公司于2012年确定引进HIsmelt熔融还原炼铁技术,在原工艺流程的基础上经过优化、升级等措施,该项目与2016年6月建成投产,投产至今经过不断的优化完善,累积操作经验,优化生产指标,先后经历十多次的停开炉探索实践,通过不断调试摸索,墨龙HIsmelt技术团队先后解决了SRV炉热平衡的稳定性控制、物料喷吹的反应性研究、熔融还原SRV炉泡沫渣控制、DCS系统的稳态控制、物料的平衡反应模拟、流体动力学优化、热力系统改进、矿粉输送防堵塞系统升级、磨煤系统改造升级、还原剂喷吹系统逻辑优化、喷枪结构优化、烟气循环系统改造等一系列影响工艺连续性与技术稳定性的关键难题,并在此基础上,依托墨龙集团的装备制造技术优势对核心设备进行了优化设计与重新加工制造。
随着工作人员对工艺流程和生产操作的逐步熟悉,以及对故障设备的检修更换、工艺规程的进一步修改完善, ML-HIsmelt工艺无论从作业率、操作稳定性以及能耗指标方面都有了质的提高,截至目前共计产出约150万吨铁水,当前日最高产量达到2026吨、月产量达到55000吨,设备不间断作业已达到157天,其各项生产指标均超过澳大利亚奎那那的HIsmelt工厂,所生产高纯铸造生铁含磷量低(平均在0.015%-0.03%之间),基本不含硅、锰等元素,五害元素(铅、锡、砷、锑、铋)含量非常低,经过脱硫过后,满足高端制造行业以及高端铸造产品的需求。
ML-HIsmelt技术自投产以来的典型操作参数见下表1。
表1 ML-HIsmelt典型操作参数

通过两次生产指标的对比可以看出,引进后的技术指标均超过原澳大利亚工厂生产指标,究其原因可以从两方面考虑:一、ML-HIsmelt工厂设计是基于原澳大利亚工厂设计生产实践经验低基础上完成的,使得工艺流程更加完善、设备配置及选型更加合理;二,随着ML-HIsmelt工艺技术在国内的深入发展,以及从业人员对HIsmelt工艺技术更加熟悉,操作经验的逐步积累优化,对工艺操作参数的选取以及优化控制变得更加成熟[2]。
通过生产实践检验, ML-HIsmelt工艺的优越性得到充分体现,无论是原、燃料选取的灵活性适应性、较低的冶炼成本、操作简单灵活、环境友好型还是铁水质量的稳定和优质等优点均得到了很好的验证,也更进一步说明HIsmelt技术是可行的。
6 存在的问题及改进方法
虽然,通过国内外两套设备的实践运行证实了ML-HIsmelt工艺流程本身是可行及优越性,但是要想取代传统高炉炼铁工艺需要很长的路要走。
就国内工厂而言,因为前期设计、设备选型等问题,存在系统作业率偏低、设备故障率高、产能达不到设计指标等现象,实际年产约60万吨,仅达设计产能的约80%。其不达产的原因主要体现在以下几方面:
(1)设备故障率偏高,其主要体现两个方面,第一、利旧设备故障率高,现有墨龙HIsmelt生产工厂为搬迁工厂,工厂中部分设备由原国外工厂利旧而来,因利旧设备老化以及原厂长时间的停产导致设备性能降低,是导致新工厂运行不稳定的主要原因,其主要体现在喷煤制备及喷吹系统、铸铁机系统,截止目前所有利旧设备几乎全部更新换代,故障率明显降低;第二、新设备的故障问题,由于设计初期HIsmelt工艺的流程优化,但对优化后部分工序缺乏准确的设计资料,以及对优化工艺本身不熟悉,导致设备结构设计、材料选型等方面不合理,引起设备故障,比较典型就是开炉初期汽化冷却烟道漏水、以及回转窑耐材脱落等现象,随着生产的逐步深入,通过对事故的不断总结分析,进行了不断的改进完善,截止现在问题已得到妥善解决。
(2)主要工序不达标是目前导致的产能不达标的主要原因,最主要体现在热风温度和回转窑预热预还原两个关键环节。1热风温度的影响:ML-HIsmelt熔融还原工艺富氧热风功能类似传统高炉,主要为炉内提供热量及氧化剂,其温度越高对产能提升越有利,原设计温度≥1200℃,但实际运行温度始终在1000℃左右,较设计值偏差较大,经理论计算在其他条件不变的情况下,热风温度每提高100℃,铁水产量可增加3.9t/h,因此可以通过提高热风温度的可以提高HIsmelt的设计产能。热风炉属于传统高炉成熟设施,其提高风温的措施可借鉴高炉工艺的方法进行有优化调整。2预热预还原的影响:对ML-HIsmelt熔融还原工艺而言,入炉矿粉温度及还原度对SRV炉的冶炼强度有较大的影响。目前操作参数,回转窑矿粉预热预还原系统的出料温度500℃左右,不具备还原的条件,因此没有预还原,仅相当于热矿入炉,较设计参数入炉温度750℃、预还原度10~15%偏差较大,所以严重影响了产能的发挥。因此,如何提高入炉矿粉温度和还原度是提高ML-HIsmelt熔融还原工艺产能的关键环节。
(3)基本设计资料问题,导致部分系统工艺流程及设备选型不合理。国内工厂的基础设计资料均依靠理论技术数值及原澳国外工厂的操作实践,虽然国内外对熔融还原工艺进行了大量的理论和实验研究,再加上工厂实践生产实践较大,经验积累不足,使得墨龙工厂建厂前的部分系统工艺流程与设备选型不是很合理。但是,经过墨龙工厂近几年的生产实践经验的总结,在新的工厂设计中会得到很好的解决。
(4)新工艺、新技术,从业人员相对较少,不具备企业间相互对标、相互促进的条件,这也是制约其产能、技术指标提升的因素之一。
相信随着时间的推移,ML-HIsmelt相关人员对ML-HIsmelt工艺熟悉度的提高,以及工艺设备的优化改进,ML-HIsmelt技术的产能、作业率都将会达到新的高度,可以实现设计目标,尤其在新建项目中完全可以克服以上影响产能的因素。
在新工厂的设计中,为提高ML-HIsmelt工艺系统的整体运行稳定性及作业率,降低系统的故障率,提高产能,进而降低工序能耗,成为真正的环保、低碳、节能炼铁技术,对现有工艺的进一步优化改进是非常有必要的,其工艺设计主要把握的以下原则:1)通过旁备用设施或者旁路的方式,尽量使的上下游工序间既相互联系又不相互制约,可以独立运行,降低工序间的连锁效应,提升系统的作业率,该措施虽然会引起投资的增加,但是对提升系统生产稳定性、和作业率至关重要;2)针对全厂影响较大的关键设备在提升设备质量的同时,优化检修检修设施,故障时可以快速更换,避免影响正常生产;3)对现有工艺路线不合理之处进一步优化,做到物料运行流畅、工序稳定;4)对当前工厂已出现的故障率较高的系统进行分析总结,从设计、设备选型方面争取做到最优;5)通过工艺优化,降低现有工厂的污染物排放,尽可能做的物料封闭传输、不落地,减少无组织排放,在产能提升的同时,达到环保清洁生产的目的。
7 总结
ML-HIsmelt熔融还原工艺是商业化的熔融还原炼铁工艺之一,也是截止目前唯一不使用焦炭的熔融还原炼铁技术,符合中国的钢铁工业结构调整,炼铁工艺升级换代,淘汰落后技术,实现钢铁工业可持续发展产业政策的战略需求。随着现有工业化装置的稳定运行、以及国内更多的钢铁企业选择ML-HIsmelt熔融还原工艺,ML-HIsmelt工艺将会越来越成熟,未来将成为我国熔融还原炼铁工艺的发展方向。

相关文章
[错误报告] [推荐] [收藏] [打印] [关闭] [返回顶部]
 已有
已有


