
ML-HIsmelt工艺工序能耗及CO2排放计算
2021-10-13
贾利军1 张冠琪2 韩军义2
1.山东省冶金设计院股份有限公司 2.山东墨龙石油机械有限公司
1 背景
随着习近平总书记在第75届联合国大会上提出中国将提高国家自主贡献力度,采取更加有力的政策和措施,二氧化碳排放力争于 2030 年前达到峰值,努力争取 2060年前实现碳中和。不同行业的碳减排受到前所未有的关注,钢铁行业作为国内工业CO2排放大户,2020年我国粗钢产量10.65亿吨,能源消耗引起的CO2排放量18亿吨,约占全国碳排放约15%,面临巨大的减排压力。当前关于低碳冶金技术、碳中和、谈达峰路线的研究成为行业内的重中之重。如何选择合理可行的低碳冶金路线,是关系到未来我国钢铁产品国际竞争力和行业能否持续健康发展的关键问题。
从降低钢铁生产过程中碳排放总量,实现碳达峰的角度考虑,可选择的路径有以下方案,包括:降低钢铁生产总量、高炉炼铁减碳、废钢降碳(废钢-电炉、废钢—转炉、废钢-高炉)、非高炉炼铁、以及氢冶金(炼铁)等[1]。
为突破我国因资源、环保压力的现在,近年来非高炉炼铁技术在我国得到很大的进步。在直接还原方面,国内山西中晋冶金科技有限公司与中国石油大学合作开发了用于气基竖炉直接还原工艺的还原气制备技术,很大程度上解决了我国天然气不足的问题,此项目命名为 CSDRI[2]。截止目前,熔融还原工艺已有两座熔融还原炼铁工厂在运行,宝钢八一钢铁欧冶炉工艺和墨龙HIsmelt熔融还原工艺(以下简称ML-HIsmelt)。本文着重就ML-HIsmelt炼铁工艺的工序能耗及CO2减排进行分析说明。
2 ML-HIsmelt工艺简介及特点[3]
2.1 HIsmelt工艺流程简介
HIsmelt炼铁工艺是已实现工业化生产的熔融还原炼铁技术之一,属于当今冶金领域前沿技术,是典型非焦熔融还原炼铁工艺。其工艺流程如下:生产所需的铁矿粉、煤和熔剂等炉料在原料场堆存后,经原燃料输送系统输送到矿粉预热预还原系统、煤粉制备系统,在矿粉预热预还原内完成铁矿粉的预热预还原,被加热的铁矿粉经过热矿输送机进入热矿喷吹系统;原煤进入煤粉制备系统后,经过干燥破碎后进入煤粉喷吹系统,被加热的热矿粉和破碎后的煤粉分别经过各自的输送管道、水冷喷枪喷吹到熔融还原炉(简称SRV炉)内,其中煤粉喷入融池中后,煤开始裂解,碳元素溶于铁水中,矿石开始熔化并形成熔渣。铁水熔池中由于剧烈反应产生大量气体,在熔池中具有强烈的搅拌作用。由于熔池内的气体搅拌和顶部热风喷枪的射流,大量渣铁混合物被喷溅到熔池上部,形成过渡区,过渡区是发生还原反应及热传递的重要区域,对过渡区的控制是冶炼操作的核心部分。
生产的铁水经过前置炉排出,进入铁水罐,然后经铁水倒运装置依次经过铁水脱硫、铸铁机生产合格生铁。冶炼产生的熔渣经专用渣口排出,进入水渣粒化系统。
SRV炉生产的大量高温煤气经煤气室导出,依次进入汽化冷却烟道、高温旋风除尘器,进行降温及初除尘,降温后的半净煤气再进入余热锅炉,进一步回收煤气显热,降温后的煤气温度约200℃,进入煤气净化系统,完成最终净化,进入管网,供下游用户使用。汽化烟道和余热锅炉产生的饱和蒸汽,用于发电。
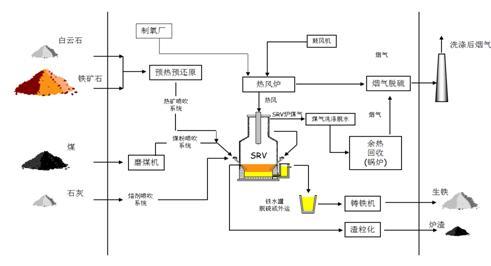
图1 HIsmelt工艺流程图
2.2 HImelt熔融还原工艺主要特点[2]
工艺流程短、工厂建设相对简单、占地面积小。
a)操作简变、灵活,具有快速响应特性。
b)原料要求低、物料范围广,可使用低品质的矿粉和非焦煤。
c)铁水质量稳定、可生产低硅、低磷铁水。
d)环保优势明显,没有二次污染物排放,取消焦炉、烧结,基本遏制二恶英、呋喃、焦油和酚的污染排放。
2.3 ML-HIsmelt工艺生产实践
HIsmelt技术经过近40年的研发和实验室研究、工业化生产,截至目前,已经历两次工业化生产。
第一次:在澳大利亚奎那那工厂,2005年~2008年;约生产生铁块388273吨,受世界金融危机影响,HIsmelt奎那那示范厂2008年停产,且不在复产。
第二次:国内墨龙公司于2012年确定引进HIsmelt熔融还原炼铁技术,在原工艺流程的基础上经过优化、升级等措施,该项目与2016年6月建成投产,投产至今经过不断的优化完善,累积操作经验,优化生产指标, ML-HIsmelt工艺无论从作业率、操作稳定性以及能耗指标方面都有了质的提高,截至目前共计产出约150万吨铁水,当前日最高产量达到2026吨、月产量达到55214吨,设备不间断作业已达到157天,其各项生产指标均超过澳大利亚奎那那的HIsmelt工厂。
ML-HIsmelt技术自投产以来的典型操作参数见下表1。
表1 ML-HIsmelt典型操作参数
|
项 目 |
ML-HIsmelt |
时间 |
HIsmelt |
时间 |
|
日最高产量,t |
2026 |
2020/5 |
1834 |
2008/12 |
|
月最高产量,t |
55214 |
2020/10 |
37345 |
2008/05 |
|
最低煤耗,t/tHM |
0.780 |
2018/03 |
0.810 |
2007/08 |
|
连续生产记录,天 |
157 |
2018年5~10月 |
68 |
2006年4~6月 |
|
炉衬寿命 |
3-5年 |
生产38.8万吨更换5次炉衬 |
||
通过生产实践检验, ML-HIsmelt工艺的优越性得到充分体现,无论是原、燃料选取的灵活性适应性、较低的冶炼成本、操作简单灵活、环境友好型还是铁水质量的稳定和优质等优点均得到了很好的验证,也更进一步说明HIsmelt技术是可行的。
3 ML-HIsmelt工序能耗计算
工序能耗是指钢铁生产过程中的某一基本工序中 ,生产单位产品所消耗的能源总量,是衡量工序能耗高低、技术是否先进、节能效果是否显著的重要评价指标,ML-HIsmelt工艺作作为已商业化的非高炉炼铁技术,相比传统焦化-烧结-高炉工艺在流程、原燃料适应性等方面具有较大的优势,以下从工序能耗角度对ML-HIsmelt节能效果进行分析说明。 ML-HIsmelt工艺工序能耗指标如下表2。
……
关注“driinfo",手机上同步看直接还原、钢铁业内文章

相关文章
[错误报告] [推荐] [收藏] [打印] [关闭] [返回顶部]
 已有
已有


